Elektrofüzyon Nasıl Yapılır Ve Kaynak

Elektrofüzyon Nasıl Yapılır Ve Kaynak
Elektrofüzyon Nasıl Yapılır Ve Kaynak, Elektrikli işlem yapılırken uygun aletlerinin kullanılması ek yerlerinin uzun ömürlü olması sağlam bir şekilde Kaynatılması açısından son derece önemlidir Bizim önerdiğimiz alet kutusu aşağıdaki alet kutularından oluşmaktadır.
Küçük çaplı boru için Keskin bir kazma bıçağı aleti

Elektrofüzyon Nasıl Yapılır Ve Kaynak
1- 1 adet ölçüm aleti ve silinmeyen işaret kalemi
2- Anahtar, boru merkez`leyici
3- Döner boru kesme aleti
4- İz bırakmayan bezler
5- Boru ovallik alma aparatı ve boruyu özel temizleme solüsyonu
6- Döner boru kazıma aparatı
Elektrofüzyon kaynak makinesi ve orijinal paketinde Yüksek kalitede EF Yada Spigot Kaynayacak parça
Kum ve çamur Bıçakların Ve boru ek parçalarının ömrünü kısaltmakta`dır Bu bağlantı parçaları için de geçerlidir.Yapılacak tek şey yüzeyindeki parçacıkların pisliklerin uzaklaştırılmasıdır. İz bırakmayan bir bezle silmeyi unutmayınız.Döner boru kesme aletini doğru şekilde seçerseniz düzgün bir işlem yapılmış olacaktır.
Boru çaplarına göre döner boru kesme aleti çaplarına göre seçim yapmanızı tavsiye ederiz Boru ölçülmeli ve bağlantı için işaret noktası verilmelidir. Elektrofüzyon Parçasının yarısına kadar Küçük çaplarda boru makası ve büyük çaplarda boru kesme aletini kullanmanızı öneriyoruz. Boru ölçülmeli ve kazıma işlemi için işaretlenmelidir. EF parçasının uzunluğunun yarısı kadar bir uzunluğunu ölçünüz. Buna 2 santimetre ekleyiniz ve boruyu işaretleyiniz. Kazıma işleminde el aletleri kullanmanız durumunda burada boruyu kalemle işaretleyiniz. İyi bir kazma sonunda bu işaretler yok olacaktır. İşiniz bittiğinde bunun kolaylıkla takılabilmesi için uç kısmını saklayınız ve tüm kazma artıklarını uzaklaştırdığından Emin olunuz.

Elektrofüzyon Nasıl Yapılır Ve Kaynak
Döner bir kazıyıcı kullanmanız durumunda boruyu işaretleyiniz. Bu noktada doğru geçme veya giriş derinliğinin işaretlenmesi önemlidir. Borunun uzunluğu maksimum geçme mesafesinin ek parçasını ucuna kadar ölçünüz ve doğru şekilde üzerine işaretleyiniz Oval boru Yüksek kalitede bir ek yeri oluşturulması açısından bir engel teşkil teşkil edebilir. Karşılaştığımız sorunların çoğu tam bir yuvarlak olmamasındandır. ve bu nedenle yeniden yuvarlatma son derece önemlidir Bu özellikle Çaplı borular için geçerlidir.
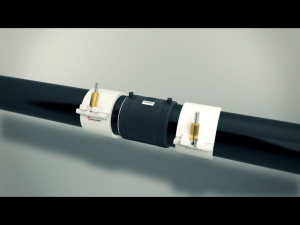
Burada gösterildiği gibi boru ucunun yuvarlak atılması için kelepçeler geçme derinliği işaretlerine yakın bir yere takılmaktadır. Bağlantıdan önceki solüsyon temizlik yoluyla giderilmelidir. Solüsyonu uygulamak için kağıt havlu veya özel bir bez tüm kaynatma yüzeylerinin kesinlikle temizlenmesi gerekmektedir. Bu yüzeylerin temizledikten sonra bunlara asla dokunmayın. iyi Bir kaynatma uygulama açısından temiz kuru bir yüzey temel gerektirir. Dik olduğundan borfit ek parçalarını sızdırmaz plastik torbalar içerisinde vermektedir. Ef parçasını orjinal ambalajında sadece yağ giderme işlemi yapmak ve hazırlanan buraya montaj etmek için hazır olduğunuzda çıkarınız.
Orijinal ambalajında olmasına rağmen ef parçasında temizlemenizi öneriyoruz. Geçme derinliği işaretini gösterildiği gibi kontrol ederek borya parçasını geçtiğinden tamamen Emin olunuz. Borfit Exo yerindeki gerilmenin ortadan kaldırılması ve ek yerinin genişleme esnasında hareket edilmesi engellenmesi açısından burun merkezleyici kullanılması önerilir. Burun merkezleyici kullanımı sorunsuz bir ısıtma sağlam Ayrıca kaynatma esnasında havanın kontrolsüz bir şekilde hareket etmesini engellemek amacıyla Burunun uçlarını kapatıldığından emin olunuz
Elektrofüzyon Nasıl Yapılır Ve Kaynak
Hazırlamalar tamamlandığına göre artık dikkatinizi elektrofüzyon kaynak makinesi ve jeneratör verebiliriz. Öncelikle jeneratörün yakıt tankının tam dolu olduğundan emin olunuz . Daha sonra janeratörü çalıştırınız. Kaynağın yarım kalmaması için bu çok gerilim sabit len dikten sonra elektrofüzyon kaynak makinesinin jeneratöre bağlayınız. Daha sonra uçları ek parçasına bağlayınız. Isıtma süresi otomatik algılama yapan bir rezidans tarafından ayarlanabilir.
Diğer seçenekler arasında barkod okuyucu ve manuel giriş vardır Doğru ısıtma süresi her biri ef parçasının etiketinde gösterilmektedir
kontrol ünitesinin ekranındaki ısıtma suresinin barkod üzerindeki ısıtma suresi ile aynı olup olmadığını kontrol etmeyi unutmayınız. Isıtma ve soğutma esnasında ek yeri hassastır ve bozulmaya karşılık boru ovallik alma aparatını ve doğru merkezleyici sini yerinde bırakınız.
Isıtmanın sonunda ef parçasının hareket ettirmeyeceğinizden emin olarak kablo uçlarını dikkatlice çıkarabilirsiniz. Uçlar Yüksek alımı akımı taşımaktadırlar. Temiz ve kuru Tutulmaları gerekmektedir. Doğru soğutma sürelere her bir ek parça barkod etiketlerinde gösterilmektedir. Soğutmanın sonunda aparatını ve boru merkezciliği çıkarabilirsiniz ısıtma İşlemi tamamlandıktan sonra parçasının üzerine çıkarılacağı zamanı yazınız.
Bu O anki saat artı soğuma suresine eşittir. Basınç testi için eksiye sıcaklığı daha düşük olması gerektiğinden basınç testine başlanmadan önce ısıtmadan sonra soğutma suresinin 4 katı kadar beklenmesini öneriyoruz. İlk seferinde doğru yapınız. İşçilik deneyim ve uzamanlık bunda çok önemlidir. Geri dönüş olmaması açısından bilgi konusunda eksik bir uzamanlık alanı gerekmektedir. Bu söylediklerime uymanız durumunda mükemmel uzun ömürlü eklemeler gerçekleştireceksiniz.

Mesaj Bırakın